

在精雕机(CNC雕刻机)系统中,拖机(脱机)和工控机是两个不同的概念,它们在功能和应用场景上有着显著区别。以下是两者的核心差异及具体说明:
1、拖机(脱机控制系统)
定义:
拖机通常指一种脱离主控计算机独立运行的嵌入式控制系统。它通过预存加工程序(如通过U盘导入G代码)来直接控制精雕机的运动,无需实时连接计算机。
功能特点:专为高速、高精度信号处理设计,适合执行重复性、确定性任务(如插补运算)。
低延迟,响应速度快(微秒级),确保加工精度和稳定性。
硬件架构针对数学运算优化(如浮点运算、矩阵处理)。
核心任务:专注于实时性要求高的底层控制,如电机驱动、运动轨迹计算、脉冲信号生成等。局限性:无法实时调整参数,处理复杂任务(如3D建模、动态路径优化)能力较弱。
2、工控机(工业控制计算机)
定义
工控机是专为工业环境设计的高性能计算机,运行专业控制软件(如ArtCAM、Type3),负责精雕机的实时控制、路径规划、参数调整等复杂任务。
功能特点:
基于通用处理器(如x86架构),支持多任务操作系统(Windows/Linux实时扩展)。
可运行复杂软件(如CAM软件、数据库),处理非实时任务。
扩展性强,支持外设连接(如显示器、网络、U盘)。
核心任务:负责上层系统管理,包括用户交互、文件处理、路径规划、复杂算法(如三维建模)等。
实时控制:直接连接精雕机,动态调整加工参数(速度、深度、刀具补偿)。
复杂任务处理:支持3D建模、多轴联动、路径优化等高精度加工。
典型应用:G代码解析、图形界面显示、数据存储、网络通信、多任务调度。
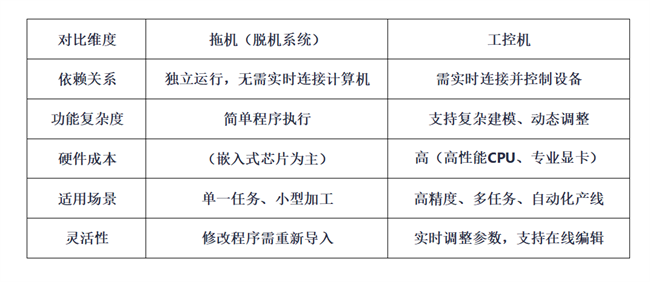
3、核心区别对比
4、协作关系
在实际应用中,两者可能结合使用:
拖机作为备份:适合简单、高精度的小型设备(如低轴数雕刻机),成本低但功能扩展性有限。工控机故障时,拖机可确保基础加工不中断。
纯工控机方案(依赖实时系统):可用于对实时性要求不高的场景,但稳定性可能不如拖机专控方案。
工控机主导+拖机辅助:复杂程序由工控机生成后,通过拖机传输到多台设备执行,减少主机负载。
拖机是精雕机实现高精度、高速度的核心,专攻实时控制;工控机则是系统的“大脑”,负责复杂逻辑和交互。
两者通常协同工作,但近年来也有融合趋势(如工控机搭载FPGA+DSP协处理器),以满足更高集成度需求。
博洲数控专业研发生产精雕机十余年,更多关于精雕机的专业知识将持续输出,有需要的友友记得关注博洲数控哦!


