

在精雕机加工中,刀具选择是决定加工效率、成品质量和生产成本的核心环节。一个好的选择能事半功倍,而一个错误的选择可能导致断刀、工件报废甚至设备损伤。
下面我将为您提供一个系统、实用的选刀指南,您可以直接参照这个流程进行决策。
一、核心选择原则:
记住一个核心口诀:“看料下刀,看活选型”。即根据“加工材料”决定刀具的“材质和涂层”,根据“加工任务(类型)” 决定刀具的“形状和刃径”。
二、选择步骤详解
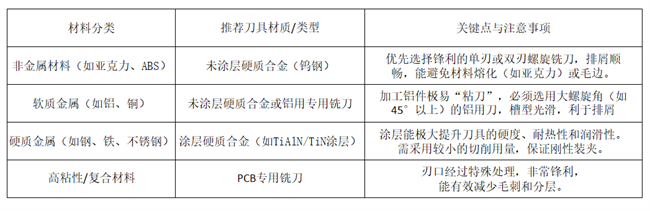
第一步:确定加工材料(这是选刀的基石)
不同材料的物理特性(硬度、韧性、粘性)千差万别,必须首先明确。
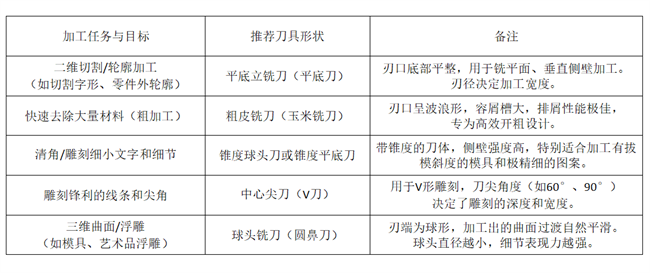
第二步:明确加工任务(这决定刀具的形状)
你想做什么?是开粗、精修还是切割?目标不同,刀具形状迥异。
第三步:关注关键参数(这决定了加工的精度和稳定性)
1.刃径(D):
选小径:加工精细图案、小字、窄槽。
选大径:用于大平面铣削、外形切割,刚性好,效率高。
黄金法则:在满足加工细节要求的前提下,“尽量选用直径较大的刀具”以增强刚性,减少振动和断刀风险。
2.刃长(L):
原则:刃长只需“略大于”您的实际加工深度(多出1-2mm即可)。
警告:“切忌”用长刃刀加工浅槽!刀具悬伸过长会大幅降低刚性,导致振动、让刀、加工质量差甚至断刀。
3.螺旋角(β):
高螺旋角(>40°):切削更轻快,排屑方向更偏向于轴向(向上),适合软质、粘性材料(如铝、铜)和精加工,能获得更好的表面光洁度。
低螺旋角(~30°):切削更稳健,刚性更好,适合硬质材料的粗加工。
实用选刀流程总结
最后提醒:
装夹是关键:使用高精度的夹套(如液压夹头)确保夹持力和同心度。
参数要匹配:选好了刀,还要设置匹配的主轴转速、进给速度和切削深度。
安全第一:始终佩戴防护装备,并遵循安全操作规程。
希望这份详细的指南能帮助您做出明智的刀具选择!如果您有具体的材料和加工需求,我可以提供更针对性的建议。


